
 您现在的位置:正清环保 > 技术文献 > 深度处理技术
您现在的位置:正清环保 > 技术文献 > 深度处理技术电化学氧化处理废水中的 2,4,6-三硝基-1,3,5-苯三酚
![]()
硝基酚类化合物被广泛应用于炸药、染料、色素和橡胶等化学工业生产中,是重要的环境污染物质,具有极强的毒性。含2,4,6-三硝基-1,3,5-苯三酚的废水的处理一直是一个难点。2,4,6-三硝基-1,3,5-苯三酚,简称三硝基均苯三酚(Trinitrophlog-lucinol,TNPG),属于硝基酚类化合物,为淡黄色针状晶体,具有强酸性,它含有 3 个硝基和 3 个羟基,是重要的猛炸药,在生产和使用过程中很容易造成环境污染,所以对它的治理不容忽视。
传统的生物法、化学法已不能满足对废水中TNPG 的处理要求,而电化学氧化法因具有操作简单、占地面积小、无二次污染等优点,近年来受到了研究者的极大关注。电化学氧化法在阳极产生的具有氧化性的物质活性氯是污水处理中应用最广泛的物质之一,活性氯可以氧化降解有机物。J.Jeong等的研究表明,在电极材料 Ti/IrO2、Ti/RuO2、Ti/Pt-IrO2、BDD和Pt中,Ti/IrO2产生活性氯的性能最好,而且Ti/IrO2电极耐腐蚀性较强。本研究选用Ti/IrO2电极作为阳极,以氯化钠为电解质,对难降解物质TNPG进行电化学降解,并以TNPG对应的COD值间接表示TNPG的浓度,讨论了电流密度、极板间距、电解质浓度、TNPG初始浓度等运行参数对TNPG降解效果的影响,探讨了降解含TNPG模拟废水的最佳运行条件。该项研究可为电化学处理实际的含TNPG废水的工艺优化提供理论支持。
1 材料与方法
1.1 实验装置
实验用阳极为Ti/IrO2极板,阴极为铜极板,极板大小均为150mm×43mm×1mm。实验装置由直流稳压器、磁力搅拌器、电极、电解槽等组成。电解槽由有机玻璃制成,有效容积500mL。
1.2 实验方法
实验过程中直接用TNPG(自制)和去离子水制成一定浓度的待处理废水。选用硫酸钠为背景电解质,电解质氯化钠作为变量被研究。
实验时,首先将Ti/IrO2极板和用砂纸抛光后的铜极板分别用蒸馏水清洗若干遍。取300mL配制好的一定浓度的废水置于电解槽中,加入一定量的电解质,打开磁力搅拌器搅拌10min,待电解质完全溶解后,打开电源,在室温下开始实验。
1.3 分析方法
COD采用哈希DRB200分析仪进行测定,pH采用 pH测量仪(HM-21P,日本)进行测定,电导率采用台式电导率仪(MM-60R,日本)进行测定,循环伏安图采用电化学工作站(CHI680,上海辰华仪器有限公司)测试后得到,
TNPG电化学降解中的瞬时电流效率(ICE)通过化学需氧量来确定,计算公式如下:

2 实验结果与讨论
2.1 电流密度的影响
在TNPG初始质量浓度为400 mg/L,初始COD为192.64 mg/L,极板间距为10mm,Na2SO4质量浓度为 0.5 g/L,NaCl质量浓度为0.3 g/L的条件下,考察了电流密度对处理效果的影响,结果如图1所示。
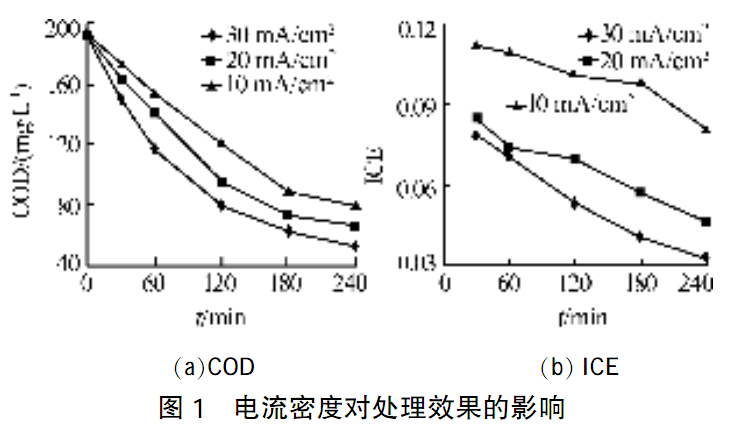
由图1(a)可知,COD 的去除效果随着电流密度的增加而变好。原因是电流密度越大,电子在电极和废水中污染物之间的转移速率越快,溶液中氧化性极强的次氯酸、·OH反应速率也越大,从而产生的具有氧化作用的活性中间产物也越多,COD去除效果也越好。
由图 1(b)可知,ICE随着电解时间的延长呈下降趋势,而且电流密度越大,ICE值越小。Ying Wang等指出,ICE 值随着反应时间的延长而逐渐减小,表明中间产物随着降解过程的进行变得更难以被氧化。阳极伴随有析氧副反应,增大电流密度,析氧副反应会加快曰同时,热损耗增大,所以电流密度越大,ICE 值越小。
电流密度增加,能耗成本就会增大,同时析氧析氢副反应就会越剧烈,热损失增大,能量浪费就会越严重。综合考虑经济成本和目标污染物的去除袁电流密度选20 mA/cm2为宜。
2.2 极板间距的影响
在TNPG初始质量浓度为400 mg/L,初始 COD为,192.64 mg/L,电流密度为20 mA/cm2,Na2SO4质量浓度为0.5 g/L,NaCl质量浓度为0.5 g/L的条件下,考察了极板间距对处理效果的影响,结果见图2。
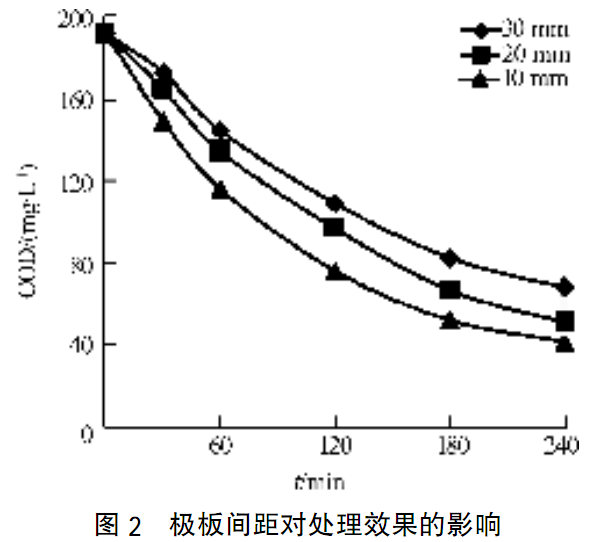
由图2可知,随着极板间距的减小,COD去除率增加,当极板间距为10mm时,对COD的去除效果最好。同时发现,保持相同的电流密度,当极板间距分别为10、20、30mm时,电源所需的平均电压分别为10.7,16.3,21.8V,可见,极板间距增大,电源所需的平均电压也增大,废水处理的能耗成本也随之增加。但是极板间距过小,会使阳极表现出钝化现象,溶液的浓差极化现象变得严重,也会给极板除垢和设备安装等造成困难,不适合实际工业应用。综合考虑以上因素,极板间距选为10 mm。
2.3 NaCl浓度的影响
在TNPG初始质量浓度为400mg/L,初始COD为192.64mg/L,电流密度为 20mA/cm2,极板间距为10mm,Na2SO4质量浓度为0.5g/L的条件下,考察了NaCl浓度对处理效果的影响,结果如图3所示。
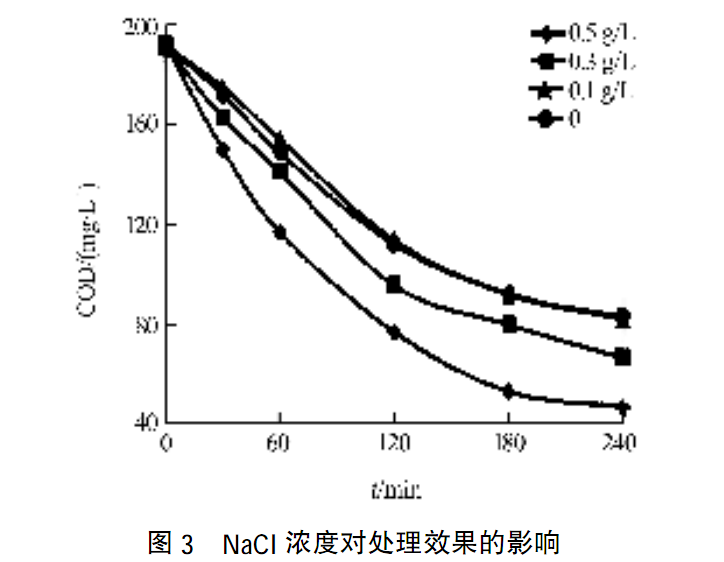
由图3可知,在不加NaCl的情况下(Na2SO4质量浓度为0.5g/L),系统对 COD也有一定的去除效果。
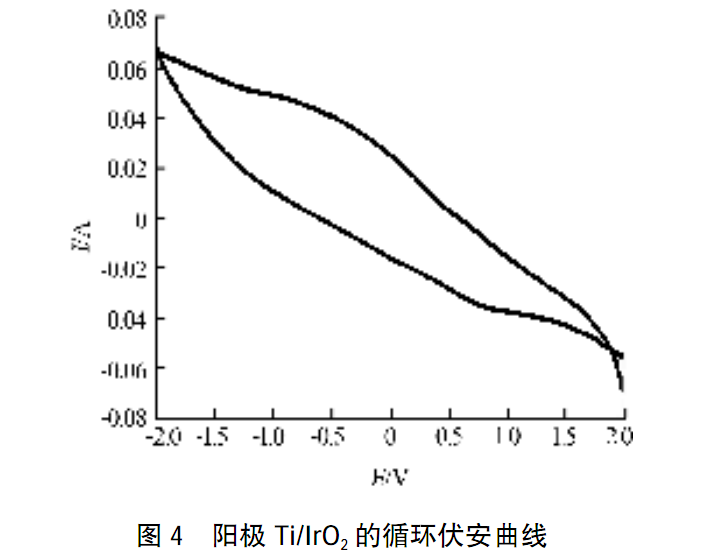
在TNPG初始质量浓度为400mg/L,初始COD为192.64 mg/L,Na2SO4质量浓度为0.5g/L,NaCl质量浓度为0,pH为2.85,参比电极为Ag/Ag2SO4,扫描速率为50 mV/s的条件下,得到了阳极Ti/IrO2的循环伏安曲线,见图4。
由图4可知,不存在氧化峰。可见,阳极Ti/IrO2是没有直接氧化能力的。根据J. Jeong等的研究,当无Cl-存在时,会产生一些活性氧类物质,如·OH、O2-、·O等,同时宋琳指出,SO42-的存在会促进这些活性氧类物质的产生。这些活性氧类物质可以氧化去除TNPG。
此外,由图3可知,随着NaCl浓度的增加,COD去除率增大,这是由于NaCl在反应过程中生成了具有强氧化性的次氯酸,它可以氧化降解TNPG。但是NaCl浓度过大,会产生过多的氯气,由于氯气对人体有害,还会对环境造成污染,所以需要严格控制水中的氯离子浓度;并且NaCl投加量增加,还会增加运行成本。综合考虑,NaCl质量浓度以0.3 g/L为宜。
2.4 TNPG初始浓度的影响
在电流密度为20mA/cm2袁 极板间距为10mm,Na2SO4质量浓度为0.5g/L,NaCl质量浓度为0.3g/L的条件下,考察了TNPG初始浓度对处理效果的影响,结果如图5 所示。表 1为不同浓度的TNPG对应的 COD。
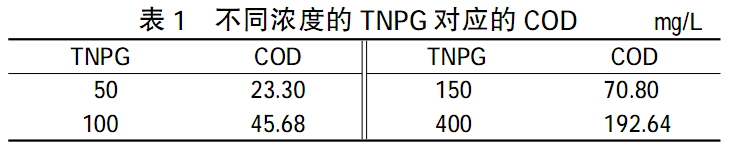
由图 5 可知,在不同的 TNPG 初始浓度下,其COD均随着降解时间的增加而减小。经过80 min的电解,初始质量浓度分别为50、100、150mg/L的TNPG 废水,其COD去除率分别为100%、52.4%、38.0%,说明随着TNPG初始浓度的增加,COD去除率会降低。此外,电解结束后,这3种溶液均由黄色变为无色,这可能是因为苯环与助色基团要NO2中的仔电子共轭体系遭到了破坏所致。
2.5 TNPG降解过程中溶液电导率和pH的变化
在TNPG初始质量浓度为50 mg/L。电流密度为20 mA/cm2。极板间距为10 mm。Na2SO4质量浓度为0.5g/L,NaCl质量浓度为0.3g/L的条件下,考察了TNPG降解过程中溶液电导率和pH的变化,结果如图6所示。
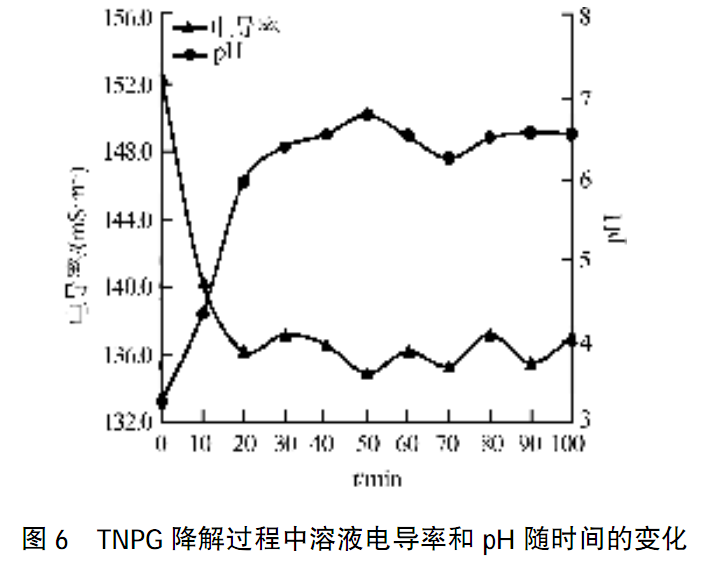
由图6可知,在前20min内袁随着电解时间的延长,pH 显著上升袁之后基本上趋于稳定。在前20min内,随着电解时间的延长,电导率显著下降,之后维持在136.0mS/m左右。电导率表示物质导电的性能。电导率越大。则导电性能越强。Miao Li等的研究表明,导电性能的下降是因为NaCl被消耗产生了HOCl,pH上升主要是因为在电解过程中阴极形成了OH-;本研究中,电导率最后趋于稳定可能是因为HOCl发挥了氧化作用,又重新释放出了Cl-。pH最终趋于稳定可能是因为HOCl不断地水解出H+,再加上有机酸的形成,使OH-被部分地消耗。
3 结论

